Какие технические характеристики имеет плашка для нарезки резьбы. Как нарезать резьбу на трубе леркой
Нарезаю резьбу на трубе леркой, либо клуппом.
Для нарезки резьбы на трубе диаметром 15 (она же 1/2″, она же полдюйма), я обычно использую лерку в леркодержателе, которую надеваю на подготовленный срез трубы, той стороной, которая имеет грани, за счёт своей длины она выполняет роль направляющей, что важно для равномерного зацепа леркой. Слегка придавливаю в торец рукой и вращаю за грани разводным ключом, по часовой стрелке.
Можно нарезать резьбу и клуппом, но обычно труба этого диаметра используется на разводке, и использовать вороток из за его массивности не представляется возможным.
Всё для резьбы.
На трубе диаметром 20 (она же 3/4″, она же три четверти дюйма), резьбу нарезаю клуппом, хотя на всякий случай имею и трёхчетвертную лерку в леркодержателе. Из тех же соображений, что и в выше описанном пункте.
А трубы диаметром 25 (она же 1″, она же дюймовая) и диаметром 32 (она же 1 1/4″ , она же дюйм с четвертью), нарезаю только клуппами с воротком-трещёткой. Связано это исключительно с трудоёмкостью выполнения этой работы. Используя клуппы процесс гораздо упрощается, облегчается и ускоряется.
Соединения бывают не только резьбовыми.
В моей профессии приходится соединять полипропилен с чугуном, при монтаже канализации.
В основном это соединение осуществляется посредством переходной резиновой манжеты, которую промазывая герметиком вставляешь в раструб чугунной трубы или фитинга, а уже в неё вставляешь промазанный герметиком фитинг или трубу из полипропилена. За счёт этого соединение герметично.
На фото представлена каболка, различная по толщине, используется она так же при монтаже канализации, посредством утрамбовывания в зазор между выше описанными материалами.
Использование каболки удобно тем, что её можно распустить, выбрав прядь необходимой толщины.
Актуально её применение в случае, когда переходная манжета не подходит по размеру. Такие случаи не часты, но всё же встречаются.
Не малую часть рабочего времени занимает демонтаж, вырезаем трубы в основном болгаркой, кликнув ознакомишься с
Резьбонакатная плашка (или плашка для нарезания резьбы) создает желаемую спираль с внешней стороны изделия, например, трубы. Процесс этот может выполняться либо на станках, либо вручную. Чтобы освоить данную операцию, нужно познакомиться с инструментом чуть ближе.
1 Резьбонакатная плашка – краткая характеристика
Сегодня лидирующее место в данном типе работ занимает плашка, лерка когда-то также была отдельным часто используемым инструментом. Но в последнее время эта два инструмента объединили, и все называют одним словом – плашка. По внешнему виду они напоминают закаленные гайки, где имеются осевые отверстия, они же и образуют острые режущие кромки. Обычно почти на всех приспособлениях имеются стружечные отверстия в количестве от 3 до 6. Они необходимы, чтобы отводить стружки в сторону.
Стандартные плашки имеют толщину от 8 до 10 витков. Основная режущая часть всегда выполнена в виде внутреннего конуса. Заборная часть имеет от 2 до 3 витков. Для выполнения данного приспособления используется прочная легированная сталь марки 9 ХС, но иногда они сделаны и из других видов стали. Каждый инструмент имеет маркировку и свое обозначение. При покупке надо обращать внимание, чтобы указывалась степень точности, которая будет при нарезании резьбы.
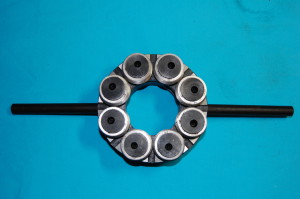
Виды плашек подразделяют в зависимости от нескольких показателей. Главный критерий – конструкция, по этому признаку выделяют цельные (нетрудно догадаться об их внешнем виде), разрезные и раздвижные (по-другому – клупповые). По своей же геометрической форме плашки могут быть круглыми (это и есть лерки), квадратными, шестигранными, призматическими. Существуют еще и деревянные плашки, но это не нарезной инструмент, а просто срез ствола дерева, эдакая болванка-кругляш, иногда они обладают даже лечебными свойствами. Естественно, о них говорить здесь мы не будем. А для более широкого понимания особенностей всех моделей описанного выше инструмента, скажем несколько слов о каждой из них.
2 Плашка для нарезания резьбы – конструкции и формы инструмента
Самый первый упомянутый нами вариант – цельная плашка, ее использование позволяет всегда добиться резьбы хорошего качества. Цельными могут быть и метрические, и дюймовые плашки. Добиться хорошего результата получается за счет высокой жесткости материала, из которого она обычно делается, но вот единственный недостаток у таких приспособлений – малая износостойкость. А вот разрезные модели используют, если не требуется высокой точности. Данные приспособления во время работы могут слегка пружинить, а в результате нарезаемая резьба будет меняться в диаметре, и разница обычно составляет от 0,1 до 0,3 мм. Недостаток – малая жесткость, что и отражается на качестве работы, не получается чистая и точная резьба.

Чтобы пользоваться приспособлениями раздвижного вида, нужно иметь при работе клуппы. Благодаря специальным направляющим, работать с раздвижными плашками будет удобней. Обычно в такой модели есть две основные части, которые плотно закрепляются в рамке клуппа при помощи сухаря и специального винта. Именно винт и помогает точно отрегулировать создаваемую резьбу. Чтобы приступить к работе, необходимо вооружиться целым плашечным набором, тогда у вас будет возможность делать резьбы любых размеров, не придумывая никаких обходных путей.

Форма данных приспособлений особой роли в работе не играет. Можно пользоваться круглыми, квадратными, шестигранными вариантами. Самое главное – прочно их закрепить при помощи стопорных винтов. Часто для таких целей используют резьбонарезные патроны. Чтобы это все можно было сделать, на наружных цилиндрах есть небольшие углубления конической формы, а также и угловые пазики. Пазы помогают в тех случаях, когда плашки нужно разрезать при помощи шлифовального круга. Такая работа проводится вдоль перемычек и позволяет хорошо отрегулировать диаметр резьбы. Если используется круглая плашка, то нужны воротники, на которых имеются пять специальных винтов. Они тоже хорошо помогают отрегулировать диаметр резьбы.
3 Левая плашка и другие специализированые модели
Профессионалы используют в своей работе, помимо обычных традиционных плашек, и специальные. Они позволяют выполнять более точную резьбу. Они тоже бывают разного вида: метрические, левые, трубные, трубные конические и другие. Плашка метрическая нужна в тех случаях, если резьбу надо выполнить метрическую (отсюда и название). Все измерения будут в миллиметрах. Имеется и специальная маркировка – "М". Часто можно увидеть на таких плашках следующие значения – М 8, М 10.
Тогда надо иметь в виду, что данными приспособлениями можно выполнять резьбу с диаметрами равными 8 и 10 мм. Резьба происходит пошагово, а вот равен каждый шаг расстоянию между витками. Надо обращать внимание и на то, что каждая плашка отличается своим основным шагом в резьбе. Шаг бывает и не только основной, а также и дополнительный. Пример: плашка марки М 12, основной шаг составляет – 1,75. Кроме того, можно найти и такую маркировку, как: М 12-1,5; М 12-1; М 12-0,75; М 12-0,5. Расстояние каждого витка будут меньше, если сам шаг меньше.

Плашка левая все может сказать о себе одним названием. Такие приспособления необходимы, когда нужна левая резьба. Эти работы не так уж часты, но, тем не менее, они бывают, поэтому и для них нужны специальные инструменты. Допустим, нужно выполнить резьбу в соединениях, которые потом должны вращаться. А если же в таком соединении сделать обычную правую резьбу, то результат будет таков – все они тут же раскрутятся обратно. Найти такие плашки можно по маркировке, они обозначены так – "LN".
Плашка трубная предназначена для изготовления цилиндрической резьбы, и это могут быть не только небольшие трубки, а также шпильки, стержни и трубы, но только большого диаметра. Обычно все размеры указаны в дюймах и имеют значения от половины до 2-х. Вот только работать с таким приспособлением рекомендуется, если трубы изготовлены из нетвердых металлов. Помимо того, стенки у не должны иметь деформаций. Плашка коническая (дюймовая) нужна там, где следует получить резьбу в виде конуса. В основном, их используют на заводах, фабриках и производствах, где имеются топливные трубопроводы, различные станки. Они имеют свою маркировку в виде буквы "К".
![]()
4 Нарезка резьбы плашкой – освоит ли ее новичок?
Прежде чем узнать, как делается нарезка резьбы плашкой, взглянем на инструмент еще раз. Плашки сами по себе (особенно, если они круглые) похожи на гайку, но в них просверлены специальные стружечные отверстия, как уже упоминалось, их может быть в одном приспособлении от 3 до 8. Здесь большую роль играет размер инструмента. На плашке имеется основная часть, которая носит название "рабочая". На ней есть три участка: два крайних – режущих, и один средний – калибрующий. Крайние имеют конический вид и расположены под углом 50 или 60 градусов, а средний имеет цилиндрическую форму. Именно с его помощью резьба получает нужные размеры, и как раз он направляет плашки в процессе нарезки.

Вот теперь давайте освоим нарезание резьбы , принцип у них один и тот же, ведь инструменты до боли похожи, только одни работают снаружи, другие изнутри детали. Специалисты при работе с плашками используют специальные резьбонарезные патроны. Это не только обеспечивает безопасность, но и повышает производительность. В домашних условиях лучше тоже воспользоваться именно таким способом, тем более патрон продается в магазинах и подобрать его несложно. Перед работой надо провести подготовительные мероприятия.
Сначала надо настроить патрон на требуемую длину для нарезаемой резьбы. Это делается при помощи специального указателя, устанавливается нужное положение, которое показано на шкале.

Она нанесена как раз на пазе держателя. Там вы еще увидите в держателе вырез, он специально сделан, чтобы очищать патрон от стружек. Крепятся же плашки в патроне в посадочных отверстиях, находящихся в держателе, для этого имеются переходные кольца. Когда основная подготовка выполнена, плашку нужно подвести к заготовке, которая постоянно вращается. И при помощи ручной подачи при равномерном поджиме происходит нарезание от 2 до 3 полных витков. Далее подачу надо прекратить, а нарезаться витки будут при самозатягивании . Для плашек разного вида имеются свои правила в работе, но основной принцип не очень отличается.
Плашки или лерки – это инструмент для нарезания различного типа резьбы, представляющие собой небольшие прокаленные гайки с особыми кромками и стружечными отводами. Резьбонарезное приспособление состоит из 8-10 шагов резьбы, где первые пара витков представляют собой заборную часть. Используется совместно с держателем, по конструкции может быть цельной, разрезной и раздвижной. Разрезные имеют возможность точной регулировки диаметра и применяются для нарезки более точных размеров с регулировкой диаметра до 1,25 мм. Рассмотрим основные виды плашек для нарезания резьбы, используемые в современной промышленности.
Плашки метрические
Основной тип плашек, используемый при производстве большинства резьбовых деталей, в первую очередь болтов, шпилек и др. крепежа. Используются для нарезания метрических резьб с треугольным профилем диаметром от 1 до 76 мм. Угол резьбы – под 60°. Маркируется буквой М и цифрой, означающей диаметр резьбы в мм. Выпускаются с различным шагом резьбы, означающим расстояние между витками. Для каждого диаметра есть лерка с основным шагом резьбы и несколькими дополнительными – мелкими и крупными.
Плашки левые
Используются для нарезания левой резьбы, применяемой в конструкции многих машин и механизмов. Отличается направлением захода – левосторонним вместо обычного правого, т. е. выступ при обращении против часовой стрелки отходит вдоль оси от точки наблюдения. Такая резьба необходима во многих конструктивных решениях, в частности во избежание самопроизвольного раскручивания крепежа при вращении. Данные лерки для нарезания резьбы маркируются «LH», могут быть метрическими, трубными или дюймовыми в зависимости от типа нарезаемой резьбы, выпускаются в широком диапазоне диаметров.
Плашки трубные
Тип плашек с трубной дюймовой резьбой для нарезания соответствующих резьб на трубах и фасонных элементах. Маркируются буквой G. Диапазон размеров резьб составляет от 1/8 до 2 дюймов. Из них наиболее часто используются в системах водоподачи размеры - 1/2, 3/4 и 1 дюйм. Более редко используемыми являются 5/8, 7/8, 5/6 и 3/8 дюйма. Последние используются, как правило, в гидравлике. Выпускаются одно- и двухкомплектными, соответствуют требованиям ГОСТ 9740-71.
Плашки конические трубные
Специальные виды плашек для нарезания резьбы круглого конического типа, наиболее часто применяемой в трубопроводах высокого давления. Имеют особую конструкцию, обеспечивающую одностороннюю нарезку резьбы, а не напроход, как в обычной конструкции. Плашки имеют заборный конус с углом 30 – 55°, имеют малую ширину перьев для снижения усилий резания и трения. Имеет число стружечных отверстий от 4 до 7 (для диаметров от 1/6 до 2 дюймов). Максимальная нагрузка на данный тип плашек прилагается при окончании нарезки. Поэтому, при машинной нарезке, желательно использовать патроны с защитой от чрезмерных нагрузок.
Плашки конические
Специальные лерки для нарезания резьбы используются для нарезания конических резьб различного типа. Маркируются буквой К. Главным конструктивным отличием является удлиненная начальная часть плашки с неполной резьбой постепенно переходящая в полную в калибрующей зоне. Благодаря этому резьба нарезается по всей длине изделия. Следует учесть, что из специфики конструкции (отсутствия калибрующей части) наибольшее усилие прилагается при окончании нарезания, поэтому желательно использовать специальные защитные патроны. Угол профиля резьбы плашки составляет 60°, изготавливается из инструментальных марок стали - Р6М5 или Р6М5К5, соответствует требованиям ГОСТ 6227-80.
Плашки дюймовые
Инструмент для нарезания резьб в дюймовой системе, принятой в Великобритании, Канаде, США и др. странах. Используется, как правило, для ремонта импортного оборудования, изготовления деталей по зарубежным чертежам и в др. целях. Плашки дюймовые используются для работы со сталью, чугуном и цветными металлами, изготавливаются, как правило, в 2-х и 3-комплектных вариантах с тремя классами точности. Различаются по типу дюймовой резьбы - BSW (основная крупная резьба с углом при вершине 55°), UNC и UNF – американские унифицированные резьбы с углом при вершине 60°, UNS, 8UN, UNEF и т. д.
Часто во время выполнения домашнего ремонта возникает необходимость сделать резьбу — наружную или внутреннюю. Чтобы не привлекать к этому специалистов, а выполнить самостоятельно – нужно приобрести специальный инструмент. Для нарезания плашками и метчиками не потребуется особых навыков или умений. Достаточно знать их виды и технические параметры.
Немного об особенностях инструмента
На первом этапе следует определиться с типом резьбы. Она разделяется на 2 основные вида: метрическая и дюймовая. Чаще всего используется первая с левым направлением. Чтобы не замерять расстояние между канавками, узнать тип можно по форме. Метрическая резьба в сечении представляет собой равносторонний треугольник, а дюймовая – равнобедренный.
В каких изделиях используется определенный тип резьбы? В крепежных изделиях используется метрический вид, а в водопроводах – дюймовый. Помимо этого нужно учитывать следующие факторы, влияющие на проведение процесса нарезания соединительных элементов.
- Если резьба предназначена для соединения с уже готовой деталью – ее геометрические размеры должны быть соответствующими.
- При изготовлении крепежных узлов полностью — рекомендовано использовать метрический тип.
- Диаметр заготовки должен отличаться от размера резьбы. Для наружной – в меньшую сторону, для внутренней – в большую.
Самостоятельное нарезание резьбовых соединений выполняется с помощью плашек и метчиков. Они изготавливаются из высокопрочной стали с нормированным размером рабочего тела.
Наружная
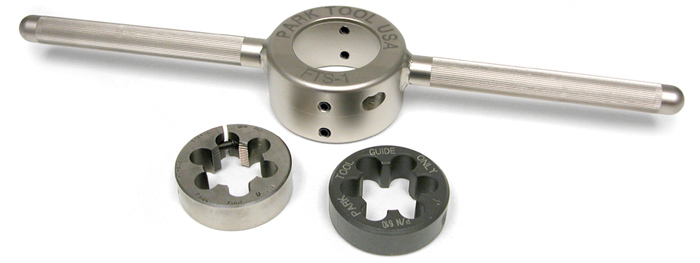
Плашка представляет собой гайку с внутренними прорезями и наружными фиксаторами для поворота инструмента. Она может быть различной формы — круглой, квадратной или шестиугольной. Если работа проводится в домашних условиях – понадобятся тиски для фиксации детали.

Перед выполнением работы главное – правильно подобрать диаметр заготовки. Он должен быть на 0,2-0,3 мм меньше, чем размер будущей резьбы. Для метрической можно воспользоваться данными из таблицы.
Заготовку следует предварительно подготовить. Если ее сечение не представляет собой круг – нужно выполнить обточку. Затем на торцевой части снимается конусная фаска для наметки первого витка резьбы.
- Закрепив заготовку в тисках, проверяется правильность ее расположения.
- Установка плашки в плашкодержатель. Ее поверхность должна находиться в одной плоскости с поверхностью торца заготовки.
- Первый виток выполняется с небольшим усилием. Важно выполнять повороты в правильном направлении.
- Дойдя до нижней границы – плашку нужно проворачивать в обратном направлении.

Одного такого прохода будет недостаточно для формирования резьбы с хорошей геометрией. Рекомендуется повторить процедуру 3-4 раза, пока плашка не будет свободно закручиваться на заготовку. Для проверки качества следует закрутить гайку соответствующего диаметра. Если будет наблюдаться усилие – можно обработать наружную часть заготовки наждачной бумагой мелкой зернистости.
Внутренняя
Для формирования внутренней резьбы необходимо использовать метчики. Они представляют собой цилиндр с наружной насечкой. Если необходима обработка небольших деталей, диаметром до 20 мм – можно использовать ручной вид метчика. Для больших размеров необходима механическая обработка с использованием .
Лучше всего использовать полный комплект метчиков. Он включает в себя три детали, которые предназначены для чернового, промежуточного и окончательного формирования резьбовых отверстий. Если в домашнем наборе есть дрель — рекомендуется приобретать метчики с хвостовым креплением.
Заготовку следует зафиксировать. Если это крупногабаритная деталь – это можно сделать с помощью струбцин. Для небольших изделий используют тиски. Закрепив деталь, проверяется ее расположение относительно метчика. Ось последнего должна быть строго перпендикулярна плоскости заготовки. Первый проход будет делаться с большим усилием. Не нужно забывать, что для этого нужно использовать метчик для грубой обработки. Сформировав первичную резьбу, применяется метчик для промежуточной. И только после него можно приступать к окончательной обработке.
Для уменьшения трения специалисты используют солидол или аналогичное ему средство. Таким образом можно избежать механического повреждения детали. Сформировавшаяся резьба должна иметь одинаковую геометрию по всей протяженности. В противном случае возможна потеря прочности соединения.
Формообразование резьбы в производственных и домашних условиях – часто вcтречающаяся проблема. Без подобных операций нельзя проложить сантехнические коммуникации, произвести ремонт и прокладку трубопроводов, изготовить крепёжную деталь. Лерки (плашки), как инструмент для получения резьбы на трубах и сплошных металлических стержнях – непременный атрибут домашнего мастера.
Классификация лерок
Лерки для нарезки резьбы различают по следующим признакам:
- По способу получения резьбы – машинному или вручную.
- По материалам, из которых изготавливается данная оснастка.
- По профилю резьбовой части на конечном изделии.
- По характеристикам нарезаемой резьбы: её диаметру и шагу.
Часто лерками называют и инструмент для получения внутренних резьб, но это неверно – такую оснастку именуют метчиками.
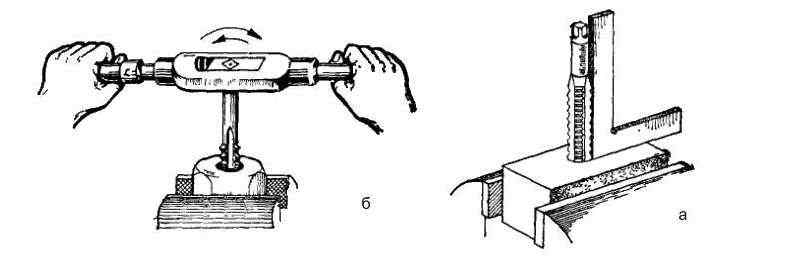
Лерка для нарезки резьбы всегда используется в паре с плашкодержателем – оснасткой, где производится закрепление резьбообразующего инструмента. Внешний вид таких приспособлений определяется конструкцией лерки. В частности, для ручного нарезания резьбы плашкодержатели снабжаются ручкой и тремя-четырьмя фиксирующими лерку гужонами, которые равномерно распределяются по дуге посадочной поверхности. При машинном формообразовании резьбовых профилей плашкодержатели имеют вид плоской призмы.
Для универсализации конструкций плашкодержателей инструментальные предприятия, которые производят лерки, выполняют их внешнюю поверхность одинаковой для смежной группы резьб (например, М10 и М12). Также унифицируются по своим посадочным местам лерки, предназначенные для получения резьбы с одним диаметром, но разному шагу резьбы.
Стандартная маркировка лерки включает в своё обозначение букву, определяющую вид резьбы – дюймовая (Д) или метрическая (М). Редко, но применяются также лерки с левым направлением резьбы (например, в посадочных местах приспособлений для стяжки грузовых тросов и канатов, в радиаторах отопления и пр.). Тогда к обозначению лерки добавляют латинские буквы LН.
Для лерок, формирующих резьбу на трубах, к обозначению добавляют букву G. Такие лерки могут иметь конический профиль резьбообразующей части, и используются при получении резьбовых частей на трубах, в частности, на сгонах, переходниках и т. д.
Параметры и характеристики лерок отечественного производства регламентируются требованиями ГОСТ 9740.

Лерки для ручного нарезания резьбы
При ручном нарезании резьбы заготовка (стержень, труба) неподвижна, а вращается сам инструмент. Окружная скорость скольжения при этом отсутствует, поэтому лерки для нарезки резьбы практически не нагреваются до высоких температур. Для снижения механического износа резьбообразующего профиля, и уменьшения усилия необходимый под нарезку участок заготовки смазывают. При больших разницах между диаметром исходной заготовки и диаметром резьбы смазывать необходимо и внутреннюю поверхность лерки.
Считается, что для формирования полноценного резьбового профиля диаметр исходной заготовки (для наиболее популярных диаметров) должен соответствовать следующим значениям:
Примечание
. Приведённые в таблице данные могут использоваться также и для определения диаметра исходной заготовки под последующее формообразование резьбы на автоматах с плоскими плашками.

Важным элементом для правильного выбора лерки является материал, из которого она изготовлена. Особенность процесса резьбонарезания – постепенное нарастание усилия, с резким его снижением к концу процесса – предопределяет повышенную вязкость материала лерки, в противном случае резьбовый профиль интенсивно выкрашивается. Поэтому оптимальным выбором будут лерки из легированной инструментальной стали Х12Ф1 или 9ХС, при твёрдости 59…61HRC. Для нарезания резьб на жаропрочных и легированных сталях подойдёт инструмент из быстрорежущей стали марок Р6М5 или Р9К6, с твёрдостью 60…63 HRC. Цена таких лерок будет высокой, поэтому их использование оправдано лишь при больших объёмах производства резьбовых деталей. Для бытовых целей вполне допустимо использовать лерки, изготовленные из углеродистых инструментальных сталей У10 или У12.
Наиболее высокий рейтинг из предприятий, которые производят подобную инструментальную оснастку, имеют предприятия Ижевска, Челябинска, Владивостока, Самары, Брянска, Нижнего Новгорода (Россия), Орши, Минска (Белоруссия), Львова (Украина). В эксплуатации отлично зарекомендовали себя лерки зарубежного производства от UFC (Италия) и CM Tools (Финляндия).
Лерки для машинного формообразования резьбы
В отличие от ручного инструмента, плашки при получении резьбы на специализированных автоматах совершают возвратно-поступательно перемещение, в то время как заготовка – винтовое. Такие лерки подразделяются на подвижную, которая закрепляется в ползуне станка, и неподвижную, устанавливаемую на его столе.
Рабочая зона неподвижных лерок состоит из трёх основных частей:
- Заборной, при помощи которой выполняется захват стержневой заготовки;
- Профилирующей, где и осуществляется само накатывание резьбы;
- Калибрующей, на участке которой выполняется калибровка основных параметров резьбы и плавный выход изделия из зоны резьбообразования.
Такая конструкция исключает резкое колебание усилия, неизбежное ввиду особенностей работы оборудования: высокая производительность (до 400 оборотов в минуту) и наличие стадии холостого хода, когда ползун с плашкодержателем возвращается в исходное положение за следующей заготовкой.

Подвижная плашка обладает более простой конструкцией. Её приёмная часть по длине составляет примерно 30…35% от диаметра исходной заготовки, при этом подъём профиля до основного уровня профилирования происходит под углом 4…7 0 , При этом длина подвижной лерки всегда больше: это исключает случайный захват накатанной заготовки при обратном ходе ползуна.
Машинными лерками можно нарезать не только обычные виды резьб, но и специальные профили, например, для головок пресс-маслёнок, а также резьбу под саморезы и шурупы. С этой целью на формообразующей части лерки выполняют специальный гребень, в канавках которого формируется необходимое заострение конца крепёжной детали.
С целью исключения трещин при продолжительной эксплуатации лерок для машинного формообразования резьбы их твёрдость должна быть несколько ниже, чем ручных – в пределах 56…58 HRC.
Машинные лерки изготавливаются обычно теми же компаниями, которые производят и само резьбонакатное оборудование. Котируются инструменты итальянского (от торговых марок Sima и Sacma) японского (Sakamura) и бельгийского производства (Malmedie). Имеющегося в продаже инструмента производства КНР и Тайваня лучше избегать: хотя его цена и намного ниже, но стабильность эксплуатационных характеристик и механических свойств вызывают большие сомнения.