Принцип работы задвижки – Что такое клиновая задвижка? Описание конструкции и принципов действия. Водопроводные задвижки: классификация, устройство и их виды Рассекающая задвижка
Основное отличие задвижек от запорной арматуры другого типа, это плоский затвор который закреплён на резьбовом штоке и перемещается в плоскости перпендикулярной оси потока.
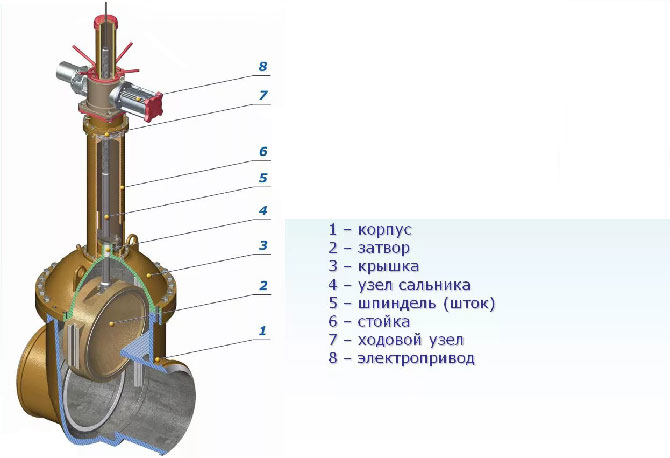
Устройство задвижки
- Запорный элемент (клин, шибер, параллельный однодисковый или двухдисковый)
- Корпус (чугунный, стальной или латунный)
- Крышка корпуса (чугунная, стальная или латунная)
- Резьбовой шток (шпиндель), как правило, стальной
- Маховик, редукторный привод или электропривод
Классификация по конструкции затвора
Клиновая задвижка — как правило, изготавливается в полнопроходном исполнении с невыдвижным штоком, жёстким, составным или упругим клином допускающим деформацию его угла. Плотность перекрытия потока обеспечивается за счёт уплотнения метал/метал или резина/метал для задвижек с обрезиненным клином. По типу присоединения к трубопроводу выпускают задвижки в резьбовом и фланцевом исполнении.
Клиновые задвижки широко используются на технологических и магистральных трубопроводах, в системах с высокой температурой и давлением рабочей среды. В европейских странах клиновые задвижки широко применяются в системах хозяйственно питьевого водоснабжения.

Параллельная задвижка (двухдисковая) — изготавливается с корпусом во фланцевом исполнении из чугуна или стали, с выдвижным или невыдвижным штоком. Плотность перекрытия потока достигается за счёт уплотнения метал/метал между запорным элементом и корпусом.
Параллельные задвижки используют при малых давлениях воды, как правило, не более 10 бар. Долгое время параллельная задвижка 30ч6бр, применялась в качестве основной запорной арматуры в отечественных инженерных системах, но с появлением шаровых кранов и дисковых затворов утратила свои позиции.

Шиберная задвижка (ножевая) — отлично зарекомендовала себя в системах с сыпучими, густыми и вязкими рабочими средами, широко применяется в системах водоотведения, химической и пищевой промышленности. Шиберные задвижки, выпускаются в межфланцевом исполнении, поэтому они отличаются низкой металлоемкостью и как следствие - относительно невысокой ценой.
Устройство задвижек этого типа предполагает полнопроходное исполнение с безсальниковым уплотнением штока. Благодаря своей конструкции шиберные задвижки обеспечивают очень надёжное герметичное перекрытие потока, но эксплуатируются лишь при невысоких давлениях. Корпус ножевой задвижки может быть изготовлен из чугуна, стали или нержавеющей стали, уплотнение и седло ножа в зависимости от рабочих параметров выполняют из различных полимерных материалов.
По материалу корпуса
Задвижки изготавливают из чугуна, стали, латуни и бронзы. Задвижки из латуни и бронзы выпускают в муфтовом исполнении с условным диаметром до 50 мм и применяют крайне редко. Стальные и чугунные задвижки изготавливаются во фланцевом и межфланцевом исполнении и применяются более широко.
Чугунная задвижка подходит для решения большинства задач общетехнического назначения и применяется на участках с давлением менее 10 бар. Чугун хрупкий метал, поэтому чугунную задвижку необходимо защищать от усилий кручения, растяжения, сжатия и изгиба от присоединённых трубопроводов.
В последнее время чугунная задвижка стала значительно реже применяться в системах отопления и водоснабжения, но не уступила своих позиций в паровых системах, а также при использовании на трубопроводах с вязкими средами и сточными водами.
Стальные задвижки устанавливаются на трубопроводах с высокими параметрами рабочей среды и высокими требованиями к надёжности, они широко применяются на высокотемпературных источниках тепла и наружных сетях теплоснабжения.
По типу управления
Для ручного управления задвижками с диаметром условного прохода до 150мм используют маховики, а для задвижек большего диаметра — редукторные приводы.
Задвижка с электроприводом применяется в случае автоматизации технологического процесса, удалённого управления, большого диаметра условного прохода (500 мм и более) или расположения в труднодоступном месте.
Для открытия задвижки, электроприводу необходимо сделать большое количество оборотов, это позволяет использовать электроприводы малой мощности, но исключает возможность быстрого открытия или закрытия. Эта особенность делает невозможным применение задвижек с электроприводами для быстрого перекрытия потока, но даёт им огромное преимущество в системах не допускающих гидравлические удары. С целью уменьшения нагрузки на электропривод и исключения гидравлических ударов задвижки больших диаметров дооборудуются разгрузочными байпасными линиями меньшего диаметра.
Запорная арматура, установленная на трубопроводах, управляет потоком перекачиваемых жидкостей и газов. Один из видов запорных элементов — устройство в форме клина, называется клиновой задвижкой, которая используется исключительно как запирающая конструкция, но не применяется для регулирования потока, поскольку имеет только два положения «открыто» и «закрыто».
Клиновые задвижки устанавливают в конце трубопровода, а также в местах перекрытия движения рабочей среды для выполнения технологических и аварийных работ.
Этот вид запорной аппаратуры изготавливают в широком диапазоне условных диаметров и рабочих давлений под все типоразмеры трубопроводов, поэтому они используются в различных трубопроводах.
Задвижки с упругим клиновым затвором обеспечивают надежное перекрытие скоростных потоков и способны работать под высоким давлением.
Нашли применение в нефтяной и газовой промышленности.
Задвижки этого типа используют химические предприятия, имеющие технологические линии по прокачке агрессивных растворов.
Хозяйствам горячего теплоснабжения подходит разделительная клиновая задвижка, затвор которой разделен на 2 части, для увеличения диапазона смещения. Это позволяет компенсировать тепловые расширения. Можно применять на паровых линиях.
Устройство и принцип действия
Основные детали клиновых задвижек
- корпус,
- затвор,
- шток,
- штурвал,
- сальниковый узел,
- крышка корпуса,
- направляющий диск.
Устройство работает по принципу винтового домкрата: вращение штурвала влево перемещает шток вверх вместе с затвором.
Направляющий диск (их два по обе стороны затвора) запрессован в посадочное гнездо под углом. Оба диска образуют форму клина. Положение между направляющими дисками занимает круглый плоский затвор. Такая конструкция обеспечивает герметичное перекрытие потока, даже при высоких давлениях и скорости.
По способу линейного перемещения клинового затвора задвижки бывают с выдвижным и невыдвижным штоком.
Задвижка — это один из механизмов запорной трубопроводной арматуры. Ее назначение заключается в полном или частичном перекрытии потока технологической среды, движущейся по трубопроводу. В зависимости от функций, выполняемых устройством, задвижки могут относиться к запорным или регулирующим типам арматуры.
Область применения задвижек достаточно широка. Их устанавливают, как на бытовых трубопроводах небольшого сечения, по которым осуществляется движение воды, газа, так и на магистральных, промышленных трубопроводах. В промышленных условиях по ним может перегоняться практически любой тип технологической среды, в том числе и агрессивной, токсичной, жидкой, газообразной, вязкой.
Конструктивно различаются два основных типа задвижек:
Конструкция клиновой задвижки
Задвижка данного вида получила свое название благодаря форме запирающего элемента — в виде клина. Клиновый механизм двигается в перпендикулярном направлении по отношению к потоку протекающей среды.
Корпус задвижки выполняется из стали, в том числе нержавеющей, чугуна или сплавов цветных металлов. На корпусе, с обоих концов, располагаются детали, которые обеспечивают закрепление задвижки на поверхности трубопроводов. Эти крепления могут быть трех видов: фланцевые, муфтовые, пригодные для приварки.
Внутреннее устройство корпуса представлено шпинделем и гайкой, имеющей резьбу. Когда начинается вращение одной из данных составляющих, затвор перемещается в определенное положение.
Герметичность перекрытия потока обеспечивается уплотнителями, которые располагаются под определенным углом один к другому.
Для качественной работы запорного устройства важно, чтобы все внутренние детали, а также корпус, выполнялись из материалов со следующими характеристиками:
· нейтральных к технологической среде, проходящей через них;
· не подвергающихся коррозии:
· имеющих высокую пропускную способность с учетом давления среды и ее температуры.
По типу управления задвижки в невыдвижным шпинделем могут быть механическими (приводятся в движение маховиком) или обладать редукторным приводом. Маховики обычно применяют на трубопроводах с диаметром не более 150 мм. Если существует необходимость в управлении запорным механизмом на расстоянии, то задвижки могут снабжаться электроприводом.
Особенности задвижки с невыдвижным шпинделем
Принцип функционирования задвижки заключается в поступательном перемещении вверх-вниз запорного элемента — шпинделя. Задвижка клиновая с невыдвижным шпинделем отличается наличием жестко закрепленного на маховике штока (шпинделя). А гайка неподвижно фиксируется в корпусе.
Затвор поступательно перемещается и осуществляет свою деятельность по перекрытию потока среды при вращении маховика и штока через резьбовую гайку. При полном опускании вниз — происходит перекрытие движения, при подъеме — шпиндель передвигается внутрь затвора и вместе с ним перемещается в камеру, тем самым, не препятствуя продвижению потока.
Важную функцию в задвижке с невыдвижным шпинделем выполняют уплотнители. Они обеспечивают герметичность перекрытия движения среды. Уплотнители чаще всего изготавливаются из металла. В случаях, когда затворы выполнятся обрезиненными, для производства уплотнителя используется, кроме металла, резина.
Отличия параллельной задвижки
В отличие от клиновой задвижки в параллельной уплотнительные поверхности располагаются параллельно друг к другу. В них затвор имеет форму диска. Различают однодисковые и двухдисковые задвижки. Положительным свойством двухдисковой задвижки является ее отличная герметичность.
Параллельная задвижка с невыдвижным шпинделем обладает невысоким гидравлическим сопротивлением. Это свойство позволяет применять запорную арматуру данной конструкции на трубопроводах, по которым технологическая среда продвигается с высокой скоростью. Задвижки с параллельной конструкцией устанавливаются на трубопроводы, по которым осуществляется движение технологической среды с давлением до 10 бар. До появления шаровых кранов и дисковых затворов параллельная задвижка была наиболее использованным механизмом запорной арматуры.
Преимущества и недостатки невыдвижного шпинделя

Основным достоинством задвижки с невыдвижным шпинделем является ее меньшая высота по сравнению с конструкцией с выдвижным шпинделем, поскольку во многих случаях при установке на трубопровод наблюдается ограниченность пространства, не позволяющая монтировать механизмы с выдвижными штоками. Подробное описание задвижки с невыдвижным шпинделем на этой странице .
Относительным недостатком данного вида запорной арматуры специалисты считают сложность проведения технического обслуживания и ремонта штока, так как он скрыт внутри корпуса.
Задвижки являются одним из важнейших элементов в трубопроводе. Их принцип работы основан на перекрытии потока газообразных и жидких сред посредством изменения площади проходного сечения в системах, сооружённых из труб диаметром 50 - 2000 мм, функционирующих при диапазоне рабочих давлений от 4 до 200 кгс/см2, температурах среды не выше 565 ºС.
Выпускается много разновидностей задвижек, имеющих конструктивные особенности и рассчитанных на эксплуатацию в средах с разным уровнем агрессивности, температурным режимом.
Обычно необходимость установки запорной арматуры того или иного вида продумывают ещё на этапе проектирования трубопровода. Так как от правильного выбора конструкции, качества её сборки, соответствия изделия определённым параметрам и стандартам, напрямую зависит надёжность и безопасность всего инженерного сооружения.
Общие принципы работы
Существует множество конструктивных типов запорных устройств, обеспечивающих плавное перекрытие потока. Что касается задвижек, то их принцип работы на трубопроводе основан на перпендикулярном перемещении запирающего или регулирующего органа относительно оси потока содержимого в системе вещества.

Конструктивно задвижка представляет собой цельный литой или сварной корпус, который удерживает во внутренней полости определённую часть рабочей среды.
Для присоединения к процессу он оснащается входным и выходным патрубками с концами под монтаж , для цапковых или штуцерных соединений, а также под приварку.
Корпусные детали изготавливаются из чугуна, разных марок стали или цветных металлов, покрываются для защиты от коррозии со всех сторон эпоксидным покрытием.
Допустимая величина пропуска среды при закрытом затворе должна соответствовать нормам, установленным .
Работа клиновой задвижки
К клиновым относятся устройства, имеющие подвижную деталь затвора в форме сужающейся к концу пластины, за что и получившую название «клина».
Внимание! Функциональное назначение - это полное перекрытие потока рабочего материала, для регулирования расхода изделие применяется в исключительных случаях.
В таких устройствах уплотнительные поверхности на сёдлах располагаются параллельно материалу уплотнительных элементов на затворяющем органе и образуют некоторый угол к оси, вдоль которой направлено передвижение клина.
Принцип работы основан на перекрытие проходного отверстия посредством поднятия и опускания запорного органа в перпендикулярном направлении к движущемуся рабочему материалу.
Затвор поднимается за счёт накручивания на шпиндель - специальную ось с длинной резьбой на конце, образующую резьбовую пару с гайкой, закреплённой на затворном элементе. Шпиндель при получении вращательного момента от ручного или электропривода начинает совершать движения вращательного, вращательно-поступательного или поступательного характера и увлекает за собой клин.
Подробнее об устройстве и принципе работы клиновой задвижки на воду смотрите на видео.
Разновидности конструкции клина
Принцип работы клиновых задвижек также зависит от типа затвора. Он может изготавливаться в виде:

Достоинства и недостатки клиновых устройств
К преимуществам клиновых задвижек можно отнести обеспечение повышенного уровня герметичности проходного сечения в закрытом положении, несложный принцип работы, а также небольшую величину усилия, необходимого для соединения деталей запорного узла с максимально возможным уплотнением.
Этому способствует образование почти прямого угла между направлениями вектора усилия привода и вектора усилия, воздействующего на плоскость уплотнительной поверхности затворного элемента. Вследствие чего даже небольшая по величине сила, проходящая через шпиндель, может оказать значительное воздействие на контактирующие плоскости уплотнений.

Недостатками устройств с таким принципом работы являются:
- необходимость в обустройстве полости корпуса направляющими для центрирования клина;
- быстрый износ уплотнителей на затворе;
- сложность технологии получения герметичности в затворяющем элементе.
Модели с выдвижным и невыдвижным штоком
Большое значение при выборе модификации клиновой задвижки для определённых условий эксплуатации имеет месторасположение и принцип работы ходового узла. В зависимости от того, находится он внутри корпуса или вне его полости, аппараты подразделяются на изделия с выдвижным и невыдвижным штоком.
Общие технические характеристики
Устройство и принцип работы запорной арматуры с выдвижным штоком

В задвижках, имеющих выдвижной шток, часть шпинделя с резьбой и ходовая гайка выдвинуты за границы корпусных деталей. Другим концом он жёстко соединён с затворяющей деталью.
Маховик вращаясь через резьбовую гайку приводит в движение шток, который в свою очередь заставляет поступательно перемещаться затвор.
При этом шпиндель верхним концом выдвигается из корпуса на величину хода затворного органа. Благодаря такому принципу работы ходового узла транспортируемое вещество не оказывает негативного влияния на резьбовую пару, а также менее подвержен износу сальниковый уплотнитель.
Внимание! При размещении параллельной задвижки с выдвижным штоком необходимо предусмотреть для выхода шпинделя над сальником крышки свободное пространство размером не менее диаметра проходного отверстия.
Устройство и принцип работы запорной арматуры с невыдвижным штоком
В этих моделях резьбовой конец штока жёстко фиксируется с маховиком, а ходовая гайка крепиться уже внутри корпуса к затвору. При вращении шпинделя происходит накручивание гайки на конец шпинделя, вследствие чего, начинает перемещаться подвижная часть затвора.
Ходовой механизм таких задвижек находится в рабочей среде и поэтому может повреждаться под действием абразивных частиц, находящихся в составе транспортируемого вещества, или быстро корродировать. Эти недостатки накладывают ограничения на работу изделий в нефтепроводах, системах транспортирующих морскую воду, химически агрессивные составы.
Модели с электроприводом
Относится к более современным запорным устройствам, которые с успехом применяются для работы в технологических трубопроводах промышленного назначения и в жилищно-коммунальном хозяйстве. Электрический привод отвечает за своевременное закрытие и открытие запора, удерживание его в промежуточном положении, если того требует технология, а также осуществляет автоматическое отключение задвижки в момент аварий. Блок управления электроприводом монтируется либо на корпусе агрегата, либо монтируется в специальном шкафу, на стойках или располагаются в удалённом месте.
Подробности об устройстве и работе электропривода на задвижке на примере серии УРПС БИРС 13. NL смотрите на видео.
Устройство и принцип работы электрического аппарата
Приводной механизм соединяется со шпинделем задвижки с помощью специальной втулки и состоит из электрического двигателя и редуктора.
Принцип его работы заключается в следующем: при поступлении управляющих сигналов двигатель оказывает воздействие через передаточный механизм на шпиндель, который в свою очередь открывает/ закрывает затвор или отставляет его в промежуточном положении.

В оснащение современных электроприводов также входят концевые выключатели и ограничения крутящего момента. Они выполняют отключение питания электродвигателя в момент достижения затворным органом крайних положений или при возникновении усилия, воздействующего на шток, выше установленного значения.
Возможность ограничить крутящий момент при заклинивании или засорении затвора позволяет предотвратить выход из строя задвижки и привода.
Благодаря такому принципу работы на крупных магистралях можно создать единый пункт управления всеми задвижками, оснащёнными электроприводом.
Данный способ управления запорным органом очень эффективен, поскольку является надежным и имеет долгий срок службы.
Внимание! Для отключения в случае неисправности электропривода или возникновения других внештатных ситуаций задвижка укомплектована ручным дублёром - маховиком.
Работа шиберной задвижки
Шиберные задвижки обладают способностью пропускать большие объёмы рабочих материалов, а также осуществлять фильтрацию, измельчение проходящих через них примесей и дозирование полезных компонентов.

Исходя из этих возможностей и особенностей принципа работы входящих в их конструкцию узлов, изделия широко применяются в , в технологических трубопроводах химических, нефтегазодобывающих, строительных, целлюлозно-бумажных, горнодобывающих производств.
Шиберные задвижки типа ЗМС используются для перекрытия напорных линий в оборудовании фонтанного, устьевого и нагнетательного типа, манифольда буровых установок.
Внимание! Шиберные задвижки всегда устанавливаются в вертикальном положении, так чтобы ножевые пластины располагались перпендикулярно ходу рабочего потока.
Устройство и принцип работы арматуры шиберного типа
Металлический шибер представляет собой плиту или острую отполированную и заточенную пластину, имеющую форму ножа или гильотины. На его острых концах установлены крепкие уплотнители (металлические или синтетические), повышающие износостойкость основной рабочей детали, особенно при функционировании в агрессивных средах с большим количеством крупных гранул и примесей.
При производстве уплотнителей используют синтетические материалы, стойкие к химическим воздействиям и перепадам температур:
- нитриловую резину;
- этиленпропилендиеновый каучук;
- эластомеры для горячих сред;
- кремнийорганическую резину.
Задвижки шиберного типа имеют простой и одновременно надёжный принцип работы. Он заключается в передачи усилия от воздействия ручного, автоматизированного или механического механизма управления на шток или шпиндель, который в свою очередь приводит в движение шиберный элемент для полного или частичного перекрытия проходного отверстия.
Наглядно принцип работы шиберной задвижки показан на видео.
При этом шпиндель может иметь выдвижную и невыдвижную конструкцию. Герметичность выдвижного штока обеспечивается сальником, изготовленным из синтетических хлопчатобумажных волокон, графита и др.
Настоящее руководство по эксплуатации распространяется на чугунные задвижки клиновые фланцевые с невыдвижным шпинделем с ручным приводом, под электропривод, с редуктором:
- с ручным приводом – маховиком, с обрезиненным клином:
т/ф 30ч39р – PN10 DN 25, 32, 40, 50, 65, 80, 100, 125, 150, 200, 250, 300, 350, 400;
т/ф 30ч39р – PN16 DN 25, 32, 40, 50, 65, 80, 100, 125, 150, 200, 250, 300, 350, 400;
- под электропривод, с обрезиненным клином:
т/ф 30ч939р – PN10 DN 25, 32, 40, 50, 65, 80, 100, 125, 150, 200, 250, 300, 350, 400, 450, 500, 600, 700, 800;
т/ф 30ч939р – PN16 DN 25, 32, 40, 50, 65, 80, 100, 125, 150, 200, 250, 300, 350, 400, 450, 500, 600, 700, 800;
с коническим редуктором, с обрезиненным клином:
т/ф 30ч539р – PN10 DN 300, 350, 400, 450, 500, 600, 700, 800;
т/ф 30ч539р – PN16 DN 300, 350, 400, 450, 500, 600, 700, 800,
изготавливаемые по техническим условиям и предназначено для ознакомления обслуживающего персонала с устройством и работой задвижек, их основными техническими данными и характеристикой, а также служит руководством по монтажу, наладке, эксплуатации, хранению и техническому обслуживанию.
Задвижки клиновые
соответствуют техническим требованиям ГОСТ 5762-2002, ГОСТ Р 53672-2009, ГОСТ 9544-2005.
Для задвижек под электропривод дополнительно следует руководствоваться техническим описанием и инструкцией по эксплуатации, паспортом на электропривод.
Данные задвижки относятся к классу восстанавливаемых, ремонтируемых изделий.
Пример записи задвижек клиновых с ручным приводом (маховиком) климатического исполнения У1 (сплошной клин) при заказе и записи в документации другой продукции в которой она может быть применена: «Задвижка клиновая ЗКЛ2-50-16 DN50 РN16 У1 30ч39р».
Пример записи задвижек под электропривод климатического исполнения У1 (сплошной клин) при заказе и записи в документации в которой она может быть применена: «Задвижка клиновая ЗКЛП-50-16 DN50 РN16 У1 30ч939р».
1. НАЗНАЧЕНИЕ И ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
1.1 Задвижки клиновые с невыдвижным шпинделем предназначены для установки в качестве запорного устройства на трубопроводах по транспортировке разбавленных неорганических и органических кислот, оснований, полярных органических сред, окислительных сред, щелочей и кетонов,холодной и горячей воды, пара, по отношению к которым материалы, применяемые в задвижках, коррозионностойкие. Не применять при работе с растительными маслами и животными жирами, алифатическими ароматическими и хлорированными углеводородами, минеральными маслами.
1.2 Основные параметры и характеристики
1.2.1 Температура рабочей среды:
для задвижек клиновых фланцевых
от -40°С до +130°С.
1.2.2 Избыточные давления в зависимости от температуры рабочей среды по ГОСТ356-80.
1.2.3 Выбор задвижек должен производиться, исходя из стойкости материалов в применяемых средах с учетом вида коррозии в соответствии с требованиями ГОСТ 9.908-85.
1.2.4 Применяемая среда для углеродистых сталей не должна обладать скоростью коррозии более 0,15 мм в год.
1.2.5 Запрещается эксплуатация задвижек при отсутствии эксплуатационной документации.
1.2.6 Фланцы корпуса – по ГОСТ 12819-80 на Ру 1,0 МПа (10кгс/см2), Ру 1,6 МПа (16кгс/см2), Ру 2,5 МПа (25кгс/см2).
Ответные фланцы ГОСТ 12821-80 на Ру 1,0 МПа (10кгс/см2), Ру 1,6 МПа (16кгс/см2), Ру 2,5 МПа (25кгс/см2).
Присоединительные размеры и размеры уплотнительных поверхностей – по ГОСТ 12815-80:
Ру 1,0 МПа (10кгс/см2), Ру 1,6 МПа (16кгс/см2), Ру 2,5 МПа (25кгс/см2) исполнение 1, ряд 2.
По заказу потребителя допускается изготовление магистральных фланцев корпуса задвижки с уплотнительной поверхностью исполнения 2 или 4, ряд 2 по ГОСТ 12815-80.
1.2.7 Задвижка клиновая
должна быть прочной, плотной и герметичной по отношению к внешней среде.
Пропуск рабочей среды или «потение» через металл, а также пропуск среды через прокладочное соединение и сальниковое уплотнение не допускаются.
Класс герметичности задвижек А, В, С, D, D1 ГОСТ 9544-2005 (класс герметичности задвижек определяется договорными обязательствами на поставку продукции).
Класс герметичности определяется по величине протечек в затворе при приемо-сдаточных испытаниях.
1.2.8 Направление подачи рабочей среды – любое.
1.2.9 Установочное положение задвижки – приводом вверх.
Допускается отклонение от вертикали до 90˚ в любую сторону. При горизонтальном расположении шпинделя задвижки под электропривод необходимо наличие опоры под корпус привода.
1.2.10 Рабочее положение затвора – полностью открыто или полностью закрыто. Подъем и опускание затвора задвижек с выдвижным шпинделем должно быть плавным – без рывков и заеданий. Использование задвижки в качестве дросселирующего устройства не допускается.
1.2.11 Строительная длина задвижки по ГОСТ 3706-93.
1.2.12 Рабочая температура окружающего воздуха для задвижек климатического исполнения У1 – не ниже минус 40 ˚С по ГОСТ 15150-69.
1.2.13 Задвижка клиновая относится к классу восстанавливаемых, ремонтируемых изделий с нерегламентированной дисциплиной восстановления и вынужденной продолжительностью эксплуатации.
1.2.14 Показатели срока службы, технического ресурса и наработки на отказ:
задвижек с обрезиненным клином:
установленный средний срок службы – не менее 10 лет;
установленный средний ресурс – не менее 2000 циклов или 100000ч;
наработка на отказ – не менее 200 циклов или 12000 ч.
1.2.15 Критерием отказов чугунной клиновой задвижки
являются:
протечки в затворе, превышающие допустимое значение по ГОСТ 9544-2005, при подтверждении заявленного класса герметичности;
потеря герметичности по отношению к внешней среде корпусных деталей и сварных соединений;
самопроизвольное изменение положения шпинделя из положения «открыто» или положение «закрыто» в процессе работы;
неустранимый дополнительной подтяжкой пропуск среды через прокладочные соединения и сальник, заклинивание подвижных частей;
срез резьбы ходовой пары;
срез шпонки штурвала и гайки шпинделя;
отрыв клина от шпинделя;
разрушение других элементов или деталей задвижки,
При условии, что данные неполадки не возникли вследствие нарушения правил эксплуатации.
1.2.16 Критериями предельного состояния задвижки являются:
разрушение и потеря плотности материала корпусных деталей.
Примечание: *Задвижки, подвергнутые восстановлению (разборке и сборке) в пределах гарантийных сроков эксплуатации, замене не подлежат, изготовитель ответственности за работоспособность данных задвижек не несет.
2. КОМПЛЕКТНОСТЬ
Задвижка – 1 шт.
Паспорт – 1 шт.
Руководство по эксплуатации – 2 шт. на партию изделий в один адрес.
3. СОСТАВ, УСТРОЙСТВО И РАБОТА ЗАДВИЖЕК
3.1 Задвижки чугунные клиновые
состоят из следующих основных частей (см. чертёж):
корпуса, через который при открытом затворе проходит рабочая среда;
клина, обеспечивающего герметичное перекрытие проходного сечения задвижки, с гайкой, которая движется по вращаемому шпинделю;
маховика (задвижка с ручным управлением – чертёж), электропривода (задвижка под электропривод) или редуктора (задвижка с редуктором), при помощи которого происходит вращение шпинделя, а значит открытие и закрытие затвора задвижки;
крышки с уплотнениями и корпусом уплотнений.
3.2 Маховик, электропривод или редуктор жестко соединен со шпинделем и сообщает шпинделю вращательное движение.
Клин, соединенный со шпинделем, через гайку клина опускается или поднимается в зависимости от направления вращения маховика, закрывая или открывая проходное сечение корпуса задвижки.
Направление вращения на открытие и закрытие задвижки с ручным управлением указано на маховике («Закрыто» - по часовой стрелке, «Открыто» - против часовой стрелки).
3.3 Строительная длина задвижек клиновых по ГОСТ 3706-93.
Строительная длина, высота задвижки в закрытом и открытом положении затвора приводиться в паспорте на задвижку.
По заказу потребителя допускается изготовление задвижек с другими строительными длинами.
3.4 Основные детали задвижек с обрезиненным клином выполнены из следующих материалов:
- климатическое исполнение ТУ 2:
корпус, крышка - чугун ВЧ 50, ВЧ 35, ВЧ 40, ВЧ 45 ГОСТ 7293-85, КЧ ЗО-6, КЧ ЗЗ-8 ГОСТ 1215-93;
- климатическое исполнение ТУ 3.1:
корпус, крышка – чугун СЧ 20, СЧ 25, СЧ 30, СЧ 35 ГОСТ 1412-85;
обрезиненный клин: основание - чугун ВЧ 50 ГОСТ 7293-85;
маховик – чугун ВЧ 40, ВЧ 50 ГОСТ 7293-85.
корпус уплотнений, гайка клина, шайба – латунь ЛС59-1 ГОСТ 15527-2004;
прокладка (между корпусом и крышкой) – паронит ГОСТ 481-80.
Допускается изготавливать клин затвора задвижки из коррозионностойкого материала: сталь 20Х13, 30Х13 ГОСТ 5632-72.
Шпиндель – коррозионностойкая Сталь 20Х13, 30Х13, ГОСТ 5632-72.
Материал уплотнения задвижек – резина EPDM.
Материал крепежных деталей с температурой рабочей среды до 130º С:
углеродистая качественная конструкционная сталь ГОСТ 1050-88:
класс прочности болтов не ниже 5.6 ГОСТ 1759.4-87, технические требования по ГОСТ 1759.0-87;
класс прочности гаек не ниже 5, технические требования по ГОСТ 1759.0-87 (твердость болтов должна быть выше твердости гаек не менее чем на 10-15 НВ).
Материалы для изготовления обрезиненного клина задвижек - группы резиновой смеси по
ТУ 2512-046-00152081-2003:
I повышенной твердости;
XIII повышенной твердости.
Допускается замена материалов на другие, не ухудшающие показатели надежности задвижки.
4. МАРКИРОВАНИЕ
4.1 На задвижке клиновой фланцевой
с невыдвижным шпинделем нанесена маркировка:
товарный знак или наименование предприятия изготовителя;
PN 10, PN 16, PN 25;
25, 32, 40, 50, 65, 80, 100,125, 150, 200, 250, 300, 350, 400, 450, 500, 600, 700, 800, 900, 1000, 1200, 1400, 1600;
У - для задвижек климатического исполнения У1 или марка материала;
ХЛ – для задвижек климатического исполнения ХЛ1 или марка материала;
ТУ – для задвижек климатического исполнения ТУ2, ТУ3.1 и марка материала;
где:
РN – номинальное давление среды, кгс/см2;
25, 32, 40, 50, 65, 80, 100, 125, 150, 200, 250, 300, 350, 400, 450, 500, 600, 700, 800, 900, 1000, 1200, 1400, 1600 – условный проход – DN, мм;
У, ХЛ, ТУ – условное обозначение марки материала корпуса задвижки климатического исполнения соответственно У1, ХЛ1, ТУ2, ТУ3.1;
заводской номер задвижки;
дата изготовления;
клеймо окончательной приемки;
- знак системы сертификации ГОСТ Р;
5. ОБЩИЕ УКАЗАНИЯ
5.1. К монтажу, эксплуатации и обслуживанию допускается персонал, изучивший устройство задвижки, правила техники безопасности, требования руководства по монтажу, наладке, эксплуатации и техническому обслуживанию и имеющий опыт работы с задвижками.
5.2 Срок службы задвижек и исправность их действия обеспечиваются при соблюдении требований, изложенных в эксплуатационной документации.
5.3. При снятии задвижки с трубопровода, разборка и сборка ее должны производиться в специально оборудованном помещении. Если разборка задвижки производиться без снятия ее с трубопровода, то должны быть приняты меры по обеспечению чистоты рабочего места, и выполняться требования безопасности.
Возможность загрязнения и попадания посторонних предметов во внутреннюю полость задвижки при разборке и сборке должны быть исключены.
5.4 Рабочая среда, проходящая через задвижку, должна соответствовать стандартам и техническим условиям на нее.
5.5 Задвижку чугунную клиновую
обязательно открывать на полный ход.
Дросселирование среды при не полностью открытом затворе не допускается.
5.6 Приводные устройства должны применяться в строгом соответствии с их назначением в части рабочих параметров, сред, условий эксплуатации, характеристик, надежности.
5.7 Электроприводы, установленные на задвижке под электропривод, должны быть отрегулированы, а муфты крутящего момента или осевого усилия настроены на значение крутящего момента обеспечивающего надежное закрытие и открытие запорного устройства задвижек.
5.8 Путевые выключатели электропривода должны быть отрегулированы на автоматическое отключение при достижении запорным устройством задвижки крайних положений.
5.9 Задвижки под электропривод, комплектующиеся электроприводом должны эксплуатироваться с учетом «Правил устройства электроустановок», «Правил технической эксплуатации электроустановок потребителей» и «Правил техники безопасности при эксплуатации электроустановок».
Электрооборудование, предназначенное для применения в подземных выработках шахт, а также во взрывоопасных зонах, в которых могут образовываться взрывоопасные смеси по ГОСТ 12.1.011-78, должно соответствовать ГОСТ 12.2.020-76 с учетом «Правил изготовления взрывозащищенного и рудничного оборудования».
5.10 Запрещается эксплуатация задвижек при отсутствии эксплуатационной документации
6. ТРЕБОВАНИЯ МЕР БЕЗОПАСНОСТИ
6.1. Для обеспечения безопасной работы ЗАПРЕЩАЕТСЯ
:
эксплуатировать арматуру при отсутствии эксплуатационной документации;
снимать задвижку с трубопровода при наличии в нем рабочей среды;
производить разборку задвижек при наличии давления и рабочей среды в трубопроводе;
производить опрессовку системы пробным давлением, превышающим давление, установленное для задвижек.
Задвижки при этом должны быть в открытом положении;
производить замену сальниковой набивки,
подтяжку фланцевых соединений при наличии давления в системе,
применять набивки большего или меньшего сечения.
Допускается в задвижках малых давлений производить донабивку и подтяжку сальникового уплотнения при вывинченном до упора шпинделе без снижения давления в газопроводе, соблюдая при этом меры по технике безопасности, изложенные в руководстве по эксплуатации, ГОСТ Р 53672-2009 и нормативно-технической документации Федеральной службы по экологическому, технологическому и атомному надзору РФ (ПБ 03-75-94, ПБ 09-540-03, ПБ 09-563-03, ПБ 12-529-03);
использовать задвижку в качестве опоры для трубопроводов;
использовать задвижку в качестве регулирующей;
класть на задвижку и приводные устройства при монтаже отдельные детали или монтажный инструмент;
устанавливать электропривод на задвижке в наклонном положении без опоры под электропривод;
устанавливать электропривод на открытом воздухе без защиты от атмосферных осадков;
эксплуатировать элементы конструкций электрических устройств, входящих в состав электропривода, находящихся под напряжением и доступные для прикосновения, без ограждений (или должны быть изолированы);
эксплуатировать арматуру, имеющую устройства для заземления, без заземления;
производить работы всех видов по устранению дефектов, не отключив привод от сети;
приступать к работе по разборке привода, не убедившись, что привод отключен от сети, и на пульте управления установлена табличка «не включать, работают люди».
6.2 Персонал, обслуживающий арматуру, должен пройти инструктаж по технике безопасности, быть ознакомлен с руководством по монтажу, наладке, эксплуатации и техническому обслуживанию и паспортом на задвижки, техническим описанием и инструкцией по эксплуатации и паспортом на электропривод, иметь индивидуальные средства защиты, соблюдать требования пожарной безопасности.
Организация обучения персонала правилам безопасности труда - по ГОСТ 12.0.004-90.
7. ПОРЯДОК УСТАНОВКИ
7.1 Транспортирование клиновых чугунных задвижек
, подвергнутых консервации, к месту монтажа следует производить в упаковке предприятия изготовителя, проходные отверстия должны быть заглушены.
7.2 Расконсервацию задвижек следует производить по ГОСТ 9.014-78 непосредственно перед монтажом.
Резьбу шпинделя смазать пастой ВНИИНП-232 ГОСТ 14068-79.
7.3 При установке задвижки необходимо, чтобы фланцы на трубопроводе были установлены без перекосов.
Задвижки не должны испытывать нагрузки от трубопроводов.
7.4 При монтаже для подвески, перемещений и других работ следует использовать проушины в крышке, патрубки или фланцы корпусов.
ЗАПРЕЩАЕТСЯ
использовать для подвески маховик.
7.5 Перед монтажом клиновых задвижек с невыдвижным шпинделем проверить:
состояние упаковки;
наличие заглушек на магистральных патрубках;
состояние внутренних полостей задвижки и трубопровода (визуально).
При обнаружении в трубопроводе или задвижке грязи, песка, брызг от сварки и других инородных тел, трубопровод и задвижка должны быть продуты и промыты;
состояние крепежных соединений.
Затяжку крепежных деталей следует производить равномерно без перекосов и перетяжек;
герметичность затвора.
7.6 При монтаже ЗАПРЕЩАЕТСЯ
:
устранять перекосы фланцев за счет подтяжки крепежных деталей и деформации фланцев арматуры;
пользоваться ключами с удлиненными рукоятками и другими приспособлениями, кроме предусмотренных для данного изделия;
применять задвижки вместо заглушек при испытаниях на монтаже.
7.7 Перед сдачей системы заказчику следует проверить:
состояние болтовых соединений;
работоспособность задвижки без давления рабочей среды, затем при рабочем давлении в трубопроводе;
герметичность прокладочных соединений, сальникового уплотнения, затвора;
При обнаружении неисправностей устранить их согласно разделу 9.
закрытие и открытие запорного органа задвижек электроприводом (электроприводных задвижек);
автоматическое отключение электродвигателя электропривода муфтой ограничения крутящего момента при достижении заданного крутящего момента на выходном валу в положениях «закрыто» и на случай аварийной перегрузки по пути в сторону открывания;
сигнализацию в положении «закрыто» и автоматическое отключение электропривода и сигнализации в положении «открыто».
8. ПОРЯДОК РАБОТЫ
8.1 Во время эксплуатации следует проводить периодические осмотры (регламентные работы) в сроки, установленные графиком в зависимости от режимов работы системы.
При осмотрах необходимо проверить:
состояние крепежных деталей;
работоспособность задвижек наработкой 1-2 циклов;
герметичность мест соединений относительно внешней среды;
смазку подшипникового узла (при наличии масленки в изделии) – при необходимости смазать пастой ВНИИ НП-232 ГОСТ 14068-79 – в задвижках исполнения У1 по ГОСТ 15150-69,
Осмотр и проверку задвижек производит персонал, обслуживающий трубопровод.
9. ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ И СПОСОБЫ ИХ УСТРАНЕНИЯ
9.1 Возможные неисправности и способы их устранения приведены в таблице 9.
Таблица 9
В данной таблице приведены основные неисправности, вероятные причины и способы ремонта чугунных клиновых задвижек.
|
Наименование неисправности, внешние и дополнительные признаки |
Вероятная причина |
Способ ремонта |
|
1. Нарушена герметичность прокладочных соединений. Пропуск среды через прокладочные соединения. |
1. Недостаточно уплотнена прокладка. Ослабление затяжки шпилек или болтов. 2. Разрушен материал прокладки. |
Уплотнить прокладку дополнительной подтяжкой гаек равномерно без перекосов. Заменить прокладку. |
|
2. Нарушение герметичности затвора. Пропуск среды при закрытом затворе. |
Повреждены уплотнительные поверхности корпуса и клина. |
Разобрать задвижку и притереть уплотнительные поверхности корпуса и клина. |
|
3. Нарушена герметичность сальника. Пропуск среды через сальник. |
1. Недостаточная затяжка сальника. 2. Износ сальниковой набивки. |
Уплотнить сальник дополнительной подтяжкой гаек. *Допускается проводить подтяжку гаек в пределах гарантийных сроков эксплуатации. Заменить или добавить сальниковую набивку. |
|
4. Задвижка не открывается и не закрывается, шпиндель не вращается. |
Заклинивание подвижных частей. |
Разобрать задвижку, устранить заклинивание, смазать подвижные сопряжения, смазать или заменить подшипник (при их наличии). |
Примечание: *Уплотнение сальника дополнительной подтяжкой гаек в пределах гарантийной наработки 500 циклов или в пределах гарантийного срока эксплуатации является регламентным обслуживанием задвижки, которое не является основанием для предъявления претензий изготовителю продукции.
9.2 Возможные неисправности и способы их ремонта для электроприводов, установленных на задвижках, приведены в техническом описании и инструкции по эксплуатации на электропривод.
10. ПОРЯДОК РАЗБОРКИ И СБОРКИ ЗАДВИЖЕК
10.1 При разборке и сборке задвижек обязательно:
выполнять правила мер безопасности, изложенные в руководстве по эксплуатации;
предохранять уплотнительные поверхности корпуса и клина от повреждений.
10.2 Разборка и сборка задвижек производится для устранения неисправностей, возникающих при эксплуатации (см. табл. 9), и смазки.
Допускается производить разборку и сборку как на трубопроводе, так и в снятом положении, учитывая удобство обслуживания и соблюдая правила мер безопасности.
Клиновые задвижки, подлежащие обслуживанию, должны устанавливаться на трубопроводах в местах, доступных для проведения работ на высоте не более 1,6 м от уровня пола.
При расположении задвижек на высоте более 1,6 м обслуживание производиться со специальных площадок и лестниц.
Маховик задвижек должен быть размещен относительно площадки, с которой производят управление, на высоте 1,0-1,6 м при обслуживании стоя и на высоте 0,6-1,2 м – при обслуживании сидя.
10.3 Полную разборку задвижки (см. рисунок 1 - 3) производить в следующем порядке.
10.3.2 Задвижки клиновые фланцевые с невыдвижным шпинделем:
Снять крышку 5, предварительно отвернув гайки 4 со шпилек 3, вместе со шпинделем 19 или 20 и клином, предохраняя уплотнительные поверхности клина от повреждений, при выходе
направляющей шипов клина из направляющих пазов или гребней корпуса 1.
Снять клин 2 со шпинделя 19 или 20, выворачивая его по резьбе.
Снять стойку крышки 17 вместе со шпинделем 19 или 20, предварительно отвернув гайки 8 со шпилек 7.
Освободить крышку сальника 14, предварительно отвернув гайки 10 с анкерных болтов 9, и вынуть сальник 15 или 16.
Снять подшипники (при наличии подшипников).
Вынуть шпиндель из стойки крышки 17 или 18.
10.3.3 Задвижки с невыдвижным шпинделем с обрезиненным клином:
Вывести клин 2 из положения «закрыто». Снять маховик, электропривод или редуктор, отвернув гайки, предварительно отключив электропривод от электросети.
Снять крышку 7, предварительно отвернув болты 6, вместе со шпинделем 4 и клином 2, предохраняя уплотнительные поверхности клина от повреждений, при выходе направляющей шипов клина из направляющих пазов или гребней корпуса 1.
Снять клин 2 со шпинделя 4, выворачивая его по резьбе.
Вывернуть корпус 12 или 13 вместе с уплотнением шпинделя 9 и осторожно снять его со шпинделя 4.
Вынуть шпиндель 4 из крышки 7 вместе с разрезной шайбой 8.
10.4 Перед сборкой тщательно очистить все детали, а уплотнительные поверхности промыть бензином или уайт-спиритом и насухо протереть.
Затем крепежные детали смазать графитной смазкой марки УСсА ГОСТ 3333-80 – в задвижках исполнения У1 по ГОСТ 15150-69; смазкой ЦИАТИМ-201 ГОСТ 6267-74 – в задвижках исполнения ХЛ1 по ГОСТ 15150-69.
Узлы: гайка шпинделя – шпиндель, гайка шпинделя – крышка, подшипник (при наличии подшипника) смазать пастой ВНИИ НП-232 ГОСТ 14068-79 – в задвижках исполнения У1 по ГОСТ 15150-69, смазкой ЦИАТИМ-201 ГОСТ 6267-74 – в задвижках исполнения ХЛ1 по ГОСТ 15150-69.
10.5 Сборку задвижки производить в обратном порядке:
10.6 Собранную после устранения неисправностей задвижку подвергнуть следующим испытаниям:
на работоспособность – наработкой трех циклов без подачи давления, с проведением цикла «открыто – закрыто» на весь рабочий ход;
на герметичность затвора, сальникового уплотнения и прокладочного соединения корпус-крышка водой ГОСТ Р51232-98 под давлением 1,1 РN. При испытаниях не допускается ударять по задвижке, находящейся под давлением.
11. ПРАВИЛА ХРАНЕНИЯ И ТРАНСПОРТИРОВКИ
11.1 Условия транспортирования и хранения задвижек – 7 (Ж1) по ГОСТ 15150-69, с электроприводом – 4 (Ж2) по ГОСТ 15150-69.
11.2. При установке задвижек на длительное хранение необходимо соблюдать следующие требования:
задвижки должны храниться в условиях, гарантирующих их защиту от повреждений и загрязнения;
затвор должен быть закрыт, проходные отверстия закрыты заглушками.
11.3 Транспортирование чугунных клиновых задвижек может производиться любым видом транспорта в упаковке предприятия изготовителя с обязательным соблюдением следующих требований:
задвижки должны быть надежно закреплены на поддоне, в ящике или контейнере;
при погрузке и разгрузке не допускается бросать или кантовать ящики, контейнеры, поддоны;
при перевозке ящики, контейнеры, поддоны должны быть закреплены.
12. СВЕДЕНИЯ ПО УТИЛИЗАЦИИ
При окончании срока службы (эксплуатации) задвижку разобрать, выбить сальниковую набивку, снять упорные подшипники, рассортировать детали по маркам материалов в соответствии с разделом 1 и рисунками руководства по эксплуатации.
Сальниковую набивку, прокладку складировать в специальные места для отходов.
Металлические части задвижек сдать в приемные пункты сбора и переработки металлов в установленном порядке.
Задвижка клиновая чугунная фланцевая
с невыдвижным шпинделем с обрезиненным клином с ручным приводом (маховиком) PN10, PN16
Чертёж чугунной клиновой задвижки
1-корпус, 2-обрезиненный клин, 3-гайка клина, 4-шпиндель, 5-прокладка, 6-болт, 7-крышка,8-шайба, 9-кольцо уплотнительное, 10-маховик, 11-шайба, 12-гайка, 13-корпус уплотнений, 14-кольцо уплотнительное